世界最大水轮机——三峡70万千瓦水轮机组研制概况(下(2009-11-05 00:02:02)
世界最大水轮机
——三峡70万千瓦水轮机组研制概况(下)
工程总投资:150亿元以上
工程期限:1996年——2012年
 三峡左岸电站厂房,总长度643.7米,跨度39米,高度93.8米,相邻发电机组中心距38.3米。总面积相当于两艘航空母舰甲板面积,足够战斗机在里面起降。
三峡左岸电站厂房,总长度643.7米,跨度39米,高度93.8米,相邻发电机组中心距38.3米。总面积相当于两艘航空母舰甲板面积,足够战斗机在里面起降。
三峡水电站32套70万千瓦发电机组由水轮机、发电机、励磁系统、调速系统、控制系统、主变压器及附属设备组成,设备总重超过20万吨,多数为超重型特大 部件。左岸厂房14套机组有Alstom和VGS两种构型,右岸厂房12套机组和地下厂房6套机组,经过Alstom、哈电、东电完善设计,成功消除了对 空化敏感的特殊压力脉动区,使水轮机运行稳定性有了进一步提高。
三峡工程最早建设的左岸14台机组,中标外商都是国际一流企业,但实际制造供货分散在17个国家100多个工厂,又逢制造企业兼并改组,富有经验的原产地 只生产一些关键部件,其他部件转移到子公司,甚至关键的定子线棒德国Siemens公司交给巴西生产(2号机组1941个水接头返厂重焊),瑞士ABB磁 极装配在西班牙生产(5号机组磁极返修后,转子才耐压通过),ABB推力头和镜板在意大利生产(5号机组推力头止口与轴领偏心0.3mm,需要修磨放大止 口间隙),出现不少质量问题,经过返修最终达到了技术要求。左岸还有55%的部件由国内企业制造,这批机组质量责任在总供货外商,在运行期间逐步进行升级 改造。右岸电站12台机组有8台实现国产,地下电站6台机组全部实现国产。总体来说,机组设计制造代表了当今国际先进水平。
三峡水电站由于自然条件和以防洪为主的需要,初期水头61-94米,后期水头为71-113米,每年汛前水库水位降到145米高程,防洪库容 221.5亿立方米,水头变幅很大,额定水头80.6米,给水轮机设计增加了难度。每套水轮机组主要由引水管、座环、蜗壳、导水机构、转轮、主轴、下机 架、顶盖、转子支架、定子铁芯、定子线圈、尾水管等部件组成。单台机组出力700MW,水轮机转轮名义直径9.709/10.427m(VGS /Alstom),是当今世界最大的混流式水轮机转轮。机组采用三个导轴承的半伞式结构,推力轴承负荷5050/5520吨,为当今世界之最。发电机额定 出力778MVA,功率因数0.9,为提高在高水头下水轮机运行的稳定性,发电机设计最大出力840MVA,可连续运行。发电机额定电压20kV,采用定 子绕组水冷、转子空冷的冷却方式。发电机定子机座外径21.42/20.9m,定子铁芯内径18.5/18.8m,铁芯高度3.13/2.95m,单台机 组重约7000吨,均为世界之最。

三峡右岸电站12根直径12.8米的特大型压力引水钢管,和大坝下方的右岸发电厂房12台水轮发电机组。
1、水轮机进水机构
每台机组有一根直径12.8米的特大型钢制引水管,由坝体进水口延伸到下游电站水轮机蜗壳前部,被浇筑在混凝土坝体中,是永久不修复部件。由72个管节组 成,分上斜直段、下弯段、下平段、和锥管渐变段四部分,采用壁厚26-60mm的60kgf/mm2级高强度钢板卷制而成。单节重量在20-50吨之间。
三峡上游水库的水经大坝引水口钢制闸门进入引水管,以每秒1020立方米的流量倾泻而下,再流入蜗壳做圆周旋转运动,形成雷霆万钧般的强大冲击力,经导水 机构调节,将水流均匀、轴对称地送入水轮机转轮,推动转轮叶片旋转。引水管还要承受来自水库内393亿立方米水形成的巨大压力,一旦钢管爆裂,浇筑在管道 上面2-3米厚的混凝土根本难以抵挡这万钧之力。而大坝进水口钢制闸门至少需要3.5分钟才能关闭,在这期间下游厂房早已发生机毁人亡的事故。因此对引水 管钢材的屈服强度、抗拉强度、延伸性能和冲击韧性等4大指标有严格的要求。
2000年5月,湖北出入境检验检疫局对从日本三井物产进口,住友金属株式会社生产的669.408吨低合金碳素结构钢板进行3次检测,均显示冲击韧性不 合格,迫使日方全部退货。该批钢板主要用于卷制左岸7-14号机组引水管,从而避免了一桩因钢材品质缺陷而可能造成引水管爆裂的重大事故隐患。

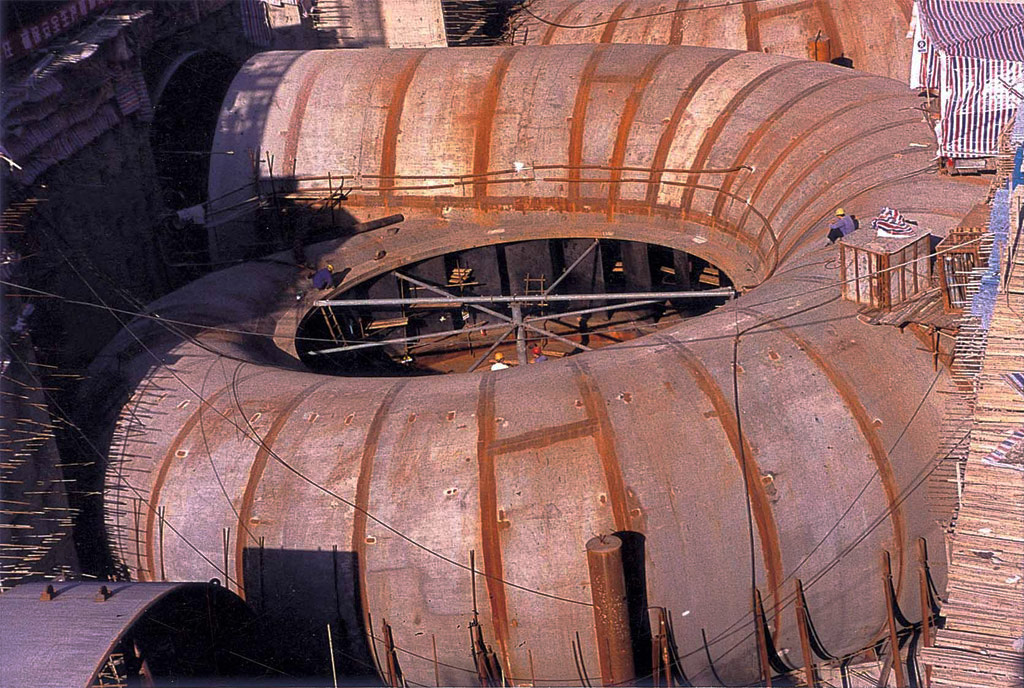
2005年12月7日,三峡右岸电站吊装完成的一台机组蜗壳,与大坝引水管相连,蜗壳中间是座环固定导叶。
2、水轮机引水机构
蜗壳是引水机构的关键部件,外型如同蜗牛壳,进口最大直径12.4米,从进口开始断面逐渐缩小,截面半径从最6.2米到2.1米不等,尺寸及重量均为国内 之最。而且两家供货商的结构设计也不一样,VGS的蜗壳有33节,总重690吨,阿尔斯通的蜗壳有30节,总重739吨。采用60kg/mm2级高强钢板 卷制,板厚24-120毫米,设计时考虑了3mm腐蚀余量。左岸机组蜗壳现场安装的二类以上焊缝总长度超过12.6公里,耗用焊条超过185吨。
蜗壳由于尺寸巨大,因此内水压力和水温的变化对蜗壳变形影响较大。三峡坝址处历年河水水温为1.4-29.5℃,在高温季节和低温季节保压浇混凝土的效果 相差很大。因此浇筑蜗壳周边混凝土时既要控制内水压力,又要控制水温,还要考虑周边混凝土上升过程中产生的热量对蜗壳变形的影响。
座环位于水轮机底部蜗壳内侧,上部安装水轮机转轮,为平板式组焊结构,由上、下环板、固定导叶、导流板、过渡板、大舌板等部件组成。VGS供货的环座 总重382吨,考虑到运输需要,分为6瓣,单瓣最重约70.5吨,组装后最大外径约14.5米,高4.265米。ALSTOM供货的环座总重345.5 吨,单瓣最重约65吨,组装后最大外径约15米。座环分6瓣在工厂制作并退火,在现场机坑内用预应力螺栓把合后组焊成整体,所有焊缝需磁粉和超声波探伤, 相关尺寸精度要求高,制造装配难度较大。

三峡水轮机座环,重达300多吨,竖立的是座环固定导叶,内侧安装活动导叶,座环中间安装水轮机转轮。三峡水库上游来水经引水管流入蜗壳,在座环固定导叶和活动导叶调整水流形态后,冲击水轮机转轮,将势能转化为推动水轮机转轮旋转的机械能。
3、水轮机导水机构
导水机构位于蜗壳内部,通过活动导叶调节水轮机进水流量从而控制水轮机工况的部件。三峡水轮机导水机构由底环、顶盖、24片导叶、控制环及导叶操作机构等 大小千余个零件组成,总重近千吨。底环直径11.6米,高0.7米,重达112吨,由4瓣28吨的构件组装而成。顶盖直径13.29米,高2.275米, 重达380吨,分4瓣在工厂制作并作消除应力处理。24片导叶每片长约3米,重达11吨。
导叶是水轮发电机组导水机构中最重要的铸锻件之一,它的制造一直是大型水轮机组制造面临的一大难题。导叶以往多采用砂型铸造生产,由于金属结晶过程中,先 四边后中间的顺序,大型钢锭冷却后往往体积变小,导致中间部分质地疏松,加上钢水补充得不及时,就会形成晶粒硕大,强度不好。易于产生缩松、缩孔、气孔、 夹杂、裂纹等常见铸造缺陷。这种情况有点类似于“冰棍成形”过程:水在模具里冷却成冰,其外部先开始凝固冻结,因热胀冷缩原理,容易造成外部坚硬,内部空 洞不实。
为解决这个问题,沈阳铸造研究所采用电渣熔铸技术,把电渣重熔精炼与铸件凝固成型两道工序结合,攻克了电渣熔铸大型水轮机导叶的材料、工艺工装及设备等方 面的关键技术。先后为东方电机厂、哈尔滨电机厂生产了10台份三峡水轮机导叶铸件,产品造价降低30%,寿命提高了30%,改变了我国此类高端部件依赖进 口的局面。

哈电制造的水轮机转轮是水轮机核心部件之一,直径10.4米,高约5米,重达450吨,造价超过3000万元人民币,制造难度极高。
4、水轮机超大型转轮整体加工
转轮是水轮发电机组的心脏,由上冠、下环、叶片、泄水锥等部分组成;其质量、性能直接影响到发电机组的安全、稳定和效率。由于水中含有泥沙时,泥沙常常与 空蚀磨损联合作用,导致水轮机过流部件,别是转轮叶片表面快速破坏,不仅会降低水轮机运行效率,严重时甚至危及部件的结构安全。叶片出水边由于应力过大而 造成疲劳裂纹,也是影响国内外大型混流式水轮机可靠性的较普遍现象。因此转轮对材质、形线及尺寸精度等要求均十分严格。
三峡左岸Alstom供货的水轮机转轮直径10.427米、高5.08米、喉口直径9.8米,净重450吨,由上冠、下环、15块叶片、上下止漏环和泄水 锥焊接而成,是目前世界最大的水电铸钢焊接件。上冠不锈钢铸件重达112吨,下环重达58吨,轮机叶片最大尺寸为4537×4951×2300毫米,净重 17.49吨,VOD精炼钢水,探伤要求为CCH70-3,其尺寸、重量、技术含量、制造难度都堪称当今世界同类产品之最,每片造价高达200万元,仅数 控机床加工费就达30万元以上,切削下来的铁屑重达数吨。VGS机组的水轮机转轮结构略有不同,直径10.07米,高5.565米,喉口直径9.4米,由 上冠、下环和13块叶片焊接而成,单块叶片重22.2吨,转轮总重473吨,加工周期长达一年多时间,造价超过3000万元人民币。
三峡水轮机转轮上冠、下环、叶片,是水轮机中技术含量最高,制造难度最大,制造周期最长的部件。由于采用ZG06Cr13Ni4Mo马氏体不锈钢,对温度 非常敏感,高温和低温都极易产生裂纹。多包钢水同时浇注时,每包化学成份必须均匀。铸件在凝固和热处理过程中极易变形,工艺参数和热处理装窑方式不易掌 握。转轮叶片属于三维扭曲变断面结构的大型板状不锈钢铸件,也是水轮机中质量要求最高、制造难度最大的代表性铸件,其制造精度对机组的效率等水力性能有直 接的影响。
在与外商合作的过程中,哈尔滨电机厂为建造转轮,投资3000多万元在辽宁葫芦岛建立滨海水电大件加工厂,采用机器人埋弧焊接、大型转轮焊接变位机、钟罩 式退火炉,以及500吨级转轮高精度静平衡工具等技术装备完成了转轮加工焊接任务。东方电机厂对厂房进行技术改造,采用脉冲式气体保护法、多角度超声波探 伤等工艺,转轮一次探伤合格率达96%,没有裂纹,达到国际先进水平。国内目前有一重、二重、鞍钢重机、华锐铸钢、东电、哈电等企业能生产此类转轮,国外 也仅有法国阿尔斯通、挪威克瓦纳、加拿大GE、德国Voith、日本日立等跨国巨头对此项制造工艺比较成熟。

2006年10月11日上午,一个有两层楼高的庞然大物,骑在一辆有256个轮子的平板拖车上,浩浩荡荡地开进了成都市区。这个庞然大物是由东方电机厂生产制造的首台国产三峡右岸水轮机转轮。该转轮毛重497吨,加上拖车、平板拖车的重量,车货总重达到了616.2吨。
5、水轮机超大型转轮运输
三峡左岸水轮机转轮由于体型巨大,其运输安装,曾比较过美国大古力第三电厂水轮机,在现场将上冠、下环、叶片组焊成整体,加工退火然后在工地交付业主的方 式。不过由于三峡有非常有利的水运条件,因此在三峡电站32台转轮,每年交付4台的情况下,采用了由供货方将加工好的转轮整体运输到三峡的方式。
根据分包合同和技术转让要求、左岸14台转轮的分配是:VGS供货的6台转轮,由加拿大GE制造2台,整体加工后从蒙特利尔港运到上海再转运至三峡。 德国Voith制造2台,由Voith巴西工厂将上冠、下环、叶片加工好后,运至上海希科的车间内完成组焊、加工、退火等工序,然后由黄埔江码头运抵三峡 工地。东方电机制造2台,在其车间内完成上冠、下环、叶片的加工、装配、退火、静平衡等工序,由大件运输公路驶达大渡河肖湾码头,转入长江后直接运至三峡 工地左岸重件码头。三峡断航期间,采用提前或推后交货等避开断航时段的方式进行。
Alstom联合体供货的8台转轮,业主指定有3台分包给挪威克瓦纳(Kvaerner)公司(并购后现为通用电气水电公司挪威公司)。这3台转轮曾希望 采用质量更好的模压成型叶片,合同中明确有模压叶片工艺技术转让的条款。但由于三峡左岸水轮机叶片的尺寸过大而无法实现,最终还是采用铸件叶片在KEN罗 马尼亚工厂加工后,运至哈电在葫芦岛的滨海大件工厂,完成组焊、加工、退火等工序,整体转轮由渤海经水路运抵三峡工地。法国Alstom分包的3台转轮, 在法国格勒诺布尔(Grenoble)将上冠、下环、叶片加工完成后,由公路运输到海边小城拉西约塔(La Ciotat),在车间内完成组焊、加工、退火等工序,再利用船坞起吊设备,海运到上海港。哈尔滨电机厂分包的2台转轮,在哈尔滨完成上冠、下环、叶片的 加工后,运到葫芦岛滨海大件工厂。在接受挪威克瓦纳组焊加工的技术转让后,再加工自己分包的转轮。据测算,哈电制造的三峡转轮叶片每吨成本11.5万元, 比外商低21%。
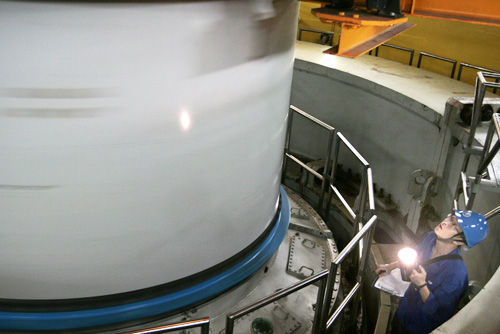
三峡电站的员工正在水轮机组水车室检查主轴运转有无异常
6、水轮机主轴
三峡水轮机主轴为内法兰式,居世界同类产品之最,主轴直径达4.125米,长6.3米,壁厚116mm,重达117吨。水轮机和发电机要通过主轴连接才能 发电,对轴线的精度要求特别严,要求径向和端面跳动要小于0.05毫米;其尺寸之大和质量要求之高,在世界水电设备制造史上都属空前。为了满足这种超大型 产品的生产需要,哈电、东电、二重等企业引进了20-22米数控立式车床、16米数控重型卧车、五坐标数控铣加工中心等一批处于国际领先水平的设备,为今 后加工此类超大型产品积累了丰富经验。
7、发电机结构概况
三峡70万机组左岸发电机由Alstom/ABB和VGS联合体供货,右岸实现国产。采用推力轴承置于下机架的三导轴承半伞式结构,由转子、定子、上机 架、下机架、推力轴承、导轴承、空气冷却器和永磁机等部分组成。额定容量777.8MVA/700MW,最大容量840MVA,额定电压20kV,额定电 流22453A,额定转速75rpm,推力轴承总负荷5520吨,采用定子绕组水冷、转子空冷的冷却方式,发电机总重量达3443吨,是世界最大的水轮发 电机。一台机组1小时发电量约为55万度,足够10万户家庭用一天。

三峡水轮机发电机转子进行吊装,该转子直径18.8米,加上吊装设备总重近2000吨。
8、发电机转子结构
转子位于定子内侧,是发电机的旋转部件,通过主轴与下面的水轮机连接,主要作用是产生磁场。转子由转子中心体、圆盘支臂、磁轭、磁极、扭矩块、上下压板、 永久螺栓、上下挡风板、刹车板等部件组成,VGS供货的转子最大直径18.43米,高3.435米,重达1694.5吨。阿尔斯通供货的转子最大直径 18.738米,高3.639米,重达1780吨,是当今世界已投产的水轮发电机组中重量最重的机组。加上吊具,吊装总重量近2000吨。由发电厂房内安 装的两台1200吨级桥式起重机联合起吊安装。
磁轭是转子的关键部件,用于固定磁极,由13500多片转子磁轭冲片装配而成,重达1300多吨。每组磁轭冲片上均匀分布着50个孔,孔距误差在0.05 毫米内。以前国内一直采用冲床加工磁轭冲片,钢板边缘易起毛边,叠加装配不平整。而国外从上世纪90年代初开始使用激光切割机加工磁轭冲片。2002年, 东方电机厂通过国际招标,采用武汉华工科技的激光数控切割机,顺利完成磁轭加工。磁极是产生磁力线的部件,转子挂装的80个磁极,每个重达5467公斤。 当转子通过主轴与水轮机一起旋转时,定子绕组不断切割磁力线产生电能。
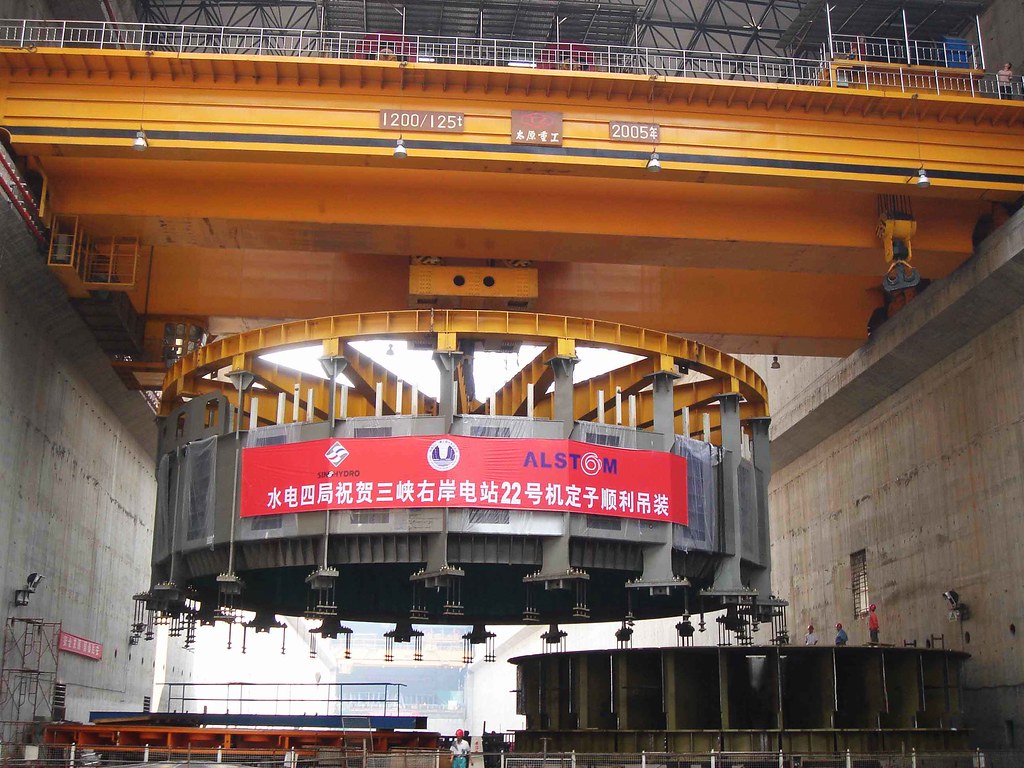
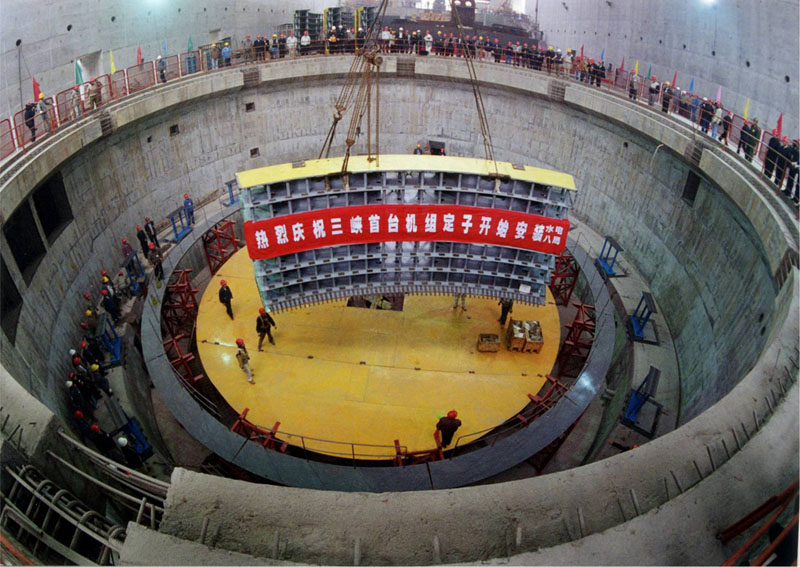
三峡右岸22号机组发电机定子吊装,该定子外径达21.4米,吊装重量超过400吨。
9、发电机定子结构
三峡发电机定子由机座、铁芯、线圈等部件组成。机座外径为21.42/20.9米,铁芯内径为18.5/18.8米,铁芯高度为3.13/2.95米,重 达326.4吨。定子电流达22453A,在如此大的电流和高电压作用下,发电机的定子线圈/线棒,就显得尤为重要,在发电机运行及起、停过程中,线棒承 受电磁力、热效应和机械应力的综合作用,还有在严重的短路情况下可能发生的振动和冲击变形。其是决定发电机寿命的关键部件。VGS和Alstom提供的三 峡发电机都采用定子绕组水冷、转子空冷的冷却方式,每台有1020根线棒,线棒主绝缘采用少胶带真空浸渍工艺制造。经过协商,外商同意哈电、东电按多胶带 模压工艺,完成了主绝缘工作场强为2.51KV/mm的绝缘定子线圈制造,工艺精度达到技术要求,为今后技术发展奠定了基础。

工作人员正在安装发电机定子线棒
10、定子线棒冷却技术
电机线棒冷却是大型水轮发电机关键技术之一,目前主要有“半水冷”,即定子线圈直接水冷,定子铁芯和转子磁极线圈采用空气冷却;和定子、转子线圈全都采用 空气冷却的“全空冷”两种方式。三峡左岸外商设计的机组全部采用“半水冷”方式。直接水冷的优点是可以提高定子线圈电流密度,减少材料消耗量,降低定子线 圈温度,延长绝缘使用寿命;缺点是结构复杂,冷却定子线圈的水不但需要无杂质及合适的酸碱度,而且必须是经过去离子处理,要有相当低导电率的水。由一套内 设水泵、水冷却器、水过滤器、去离子处理装置的闭式循环系统供给。一旦因冷却水系统出现故障,将会引起发电机突然解列跳闸,对电力系统带来巨大冲击。
相比“半水冷”方式,采用全空气冷却会更加安全可靠;但随着发电机容量的增加,全空冷技术难度越来越大。哈尔滨电机厂针对三峡水轮发电机的特点,制造了和 真机结构完全仿真的1:5全空冷水轮发电机通风试验台,开展了通风系统的仿真计算,通过近4年的研发,成功制造出20KV全空冷主绝缘定子线棒绝缘结构和 绝缘材料,并应用到三峡右岸哈电制造的4台机组上,形成具有自主知识产权的全空冷发电机组。
11、6000吨级推力轴承
在大型水轮发电机电组中,推力轴承是制造难度最大部件之一。三峡电站水轮发电机下机架中心体油槽内的推力轴承,承受轴向总负荷高达5520吨,居世界之最。对于这种大容量、高负荷机组,推力轴承设计难度是非常大的。
推力轴承位于转子上方,由推力头、镜板、推力瓦、轴承座(瓦座)及油槽等部件组成。在悬挂式发电机中,转动部分(包括发电机转子、水轮机转轮、大轴和作用 于转轮上的水压力)的负荷,通过推力头和推力轴承传给上机架,上机架传给定子外壳,定子外壳再把力传给机墩,整个机组好象用推力轴承悬挂在上机架一样,因 此称为悬挂式。
三峡推力轴承里的推力头及镜板重达68吨,需要承受着转动部分(包括上端轴、发电机转子、发电机主轴、水轮机转轮、主轴等)部件重达2600吨的重量,以 及水轮机转轮中高达2920吨的水推力负荷,重负荷达5520吨。因此对推力头及镜板的光洁度、垂直度要求非常高,允许误差只有2毫米,是机组的核心部件 之一。
三峡电站中,VGS机组采用小螺旋弹簧簇支撑的巴氏合金瓦面材料浸油外循环结构,镜板直径5.4米。Alstom采用不同直径圆柱梢支撑双层瓦的巴氏合金 瓦面材料浸油外循环结构,镜板直径5.2米。1970年代,ALSTOM公司为研制巴西伊泰普电站发电机,针对该机组推力轴承设计负荷高达4700吨,开 发了小支柱双层瓦推力轴承,并申请了专利。90年代初哈电为研制大负荷推力轴承,专门投资5000万元建设了3000吨推力轴承试验台,和6000吨级弹 性金属塑料瓦推力轴承试验台,针对三峡不同水头进行了上千次实验,所获得1万多个数据为水轮机设计制造提供了条件和技术准备。1997年,哈尔滨电机厂研 制成功三峡6000吨级弹性金属塑料瓦推力轴承,并完成了全尺寸模拟试验。国产弹性金属塑料瓦材料能够适应三峡机组年启停500次的运行条件。
经过十多年努力,三峡水轮发电机组设备通过引进关键技术、消化吸收创新,国产化率不断提高,成功实现了从洋品牌到国产化的转变。通过“技术转让—消化吸收 —自主创新”,用几年的时间完成了几十年的跨越,成为中国重大装备国产化的强有力助推器。随着金沙江向家坝水电站80万千瓦机组和白鹤滩、乌东德水电站单 机容量100万千瓦机组陆续开始建设,我国科研人员将继续向世界水电设备行业最高水平发起冲击。
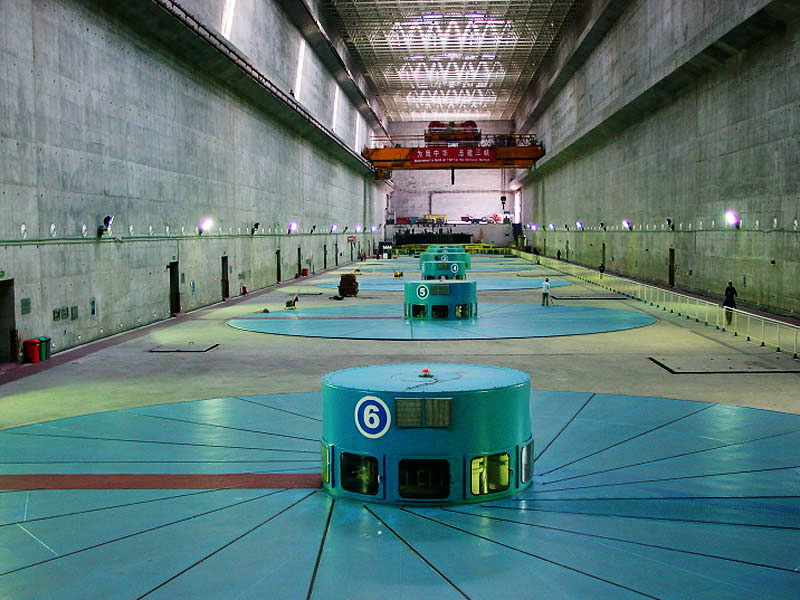 三峡电站左岸厂房1-6号机组
三峡电站左岸厂房1-6号机组
三峡70万千瓦水轮发电机组概况
三峡左岸01号机组,VGS总包,2003年11月22日并网发电,左岸第6台机组,东电分包。
三峡左岸02号机组,VGS总包,2003年7月10日并网发电,左岸第1台机组,东电分包。
三峡左岸03号机组,VGS总包,2003年8月18日并网发电。左岸第3台机组,东电分包。
三峡左岸04号机组,ALSTOM总包,2003年10月28日并网发电。左岸第5台机组,哈电分包。
三峡左岸05号机组,ALSTOM总包,2003年7月16日并网发电。左岸第2台机组,哈电分包。
三峡左岸06号机组,ALSTOM总包,2003年8月29日并网发电。左岸第4台机组,哈电分包。
三峡左岸07号机组,VGS总包,2004年4月29日并网发电,左岸第8台机组,东电分包。
三峡左岸08号机组,VGS总包,2004年8月24日并网发电,左岸第10台机组,东电分包。
三峡左岸09号机组,VGS总包,2005年9月16日并网发电,左岸第14台机组,东电分包,国产化率85%
三峡左岸10号机组,ALSTOM总包,2004年4月7日并网发电,左岸第7台机组,哈电分包。
三峡左岸11号机组,ALSTOM总包,2004年7月26日并网发电,左岸第9台机组,哈电分包。
三峡左岸12号机组,ALSTOM总包,2004年11月19日并网发电,左岸第11台机组,哈电分包。
三峡左岸13号机组,ALSTOM总包,2005年4月25日并网发电,左岸第12台机组,哈电分包。
三峡左岸14号机组,ALSTOM总包,2005年7月21日并网发电,左岸第13台机组,哈电分包,国产化率71%。
三峡右岸15号机组,东电总包,2008年10月29日并网发电,右岸第12台机组,第8台国产机组
三峡右岸16号机组,东电总包,2008年7月2日并网发电,右岸第10台机组,第6台国产机组
三峡右岸17号机组,东电总包,2007年12月27日并网发电,右岸第7台机组,第4台国产机组
三峡右岸18号机组,东电总包,2007年10月22日并网发电,右岸第4台机组,第2台国产机组
三峡右岸19号机组,ALSTOM总包,2008年6月19日并网发电,右岸第9台机组。
三峡右岸20号机组,ALSTOM总包,2007年12月8日并网发电,右岸第6台机组。
三峡右岸21号机组,ALSTOM总包,2007年8月21日并网发电,右岸第3台机组。
三峡右岸22号机组,ALSTOM总包,2007年6月11日并网发电,右岸第1台机组。
三峡右岸23号机组,哈电总包,2008年8月22日并网发电,右岸第11台机组,第7台国产机组
三峡右岸24号机组,哈电总包,2008年4月26日并网发电,右岸第8台机组,第5台国产机组
三峡右岸25号机组,哈电总包,2007年11月6日并网发电,右岸第5台机组,第3台国产机组
三峡右岸26号机组,哈电总包,2007年7月10日并网发电,右岸第2台机组,第1台国产机组
三峡地下27号机组,东电总包,在建。
三峡地下28号机组,东电总包,在建。
三峡地下29号机组,天津ALSTOM总包,在建。
三峡地下30号机组,天津ALSTOM总包,在建。
三峡地下31号机组,哈电总包,在建。
三峡地下32号机组,哈电总包,在建,预计2010年投产。
备注:
三峡左岸VGS总包的1-3号机组和7-9号机组由水电八局安装调试。ALSTOM总包的4-6号机组和10机组由葛洲坝集团安装调试,11-14号机组由水电四局安装调试。瑞士ABB负责三峡左岸电站整套550kV GIS安装。
三峡右岸东电制造的15-18号机组、哈电制造的23-26号机组,均由葛洲坝集团机电公司安装调试,ALSTOM总包的19-22号机组由水电四局机电安装分局三峡项目部承担安装调试。
三峡右岸地下厂房27-28号机组由东电总包,29-30号机组由天津阿尔斯通水电设备有限公司总包,31-32号机组由东电总包,地下六台机组由葛洲坝集团机电公司负责安装调试。
左岸机组中,哈电承制6台转轮、4台座环、3台导水机构、2台主轴、2台发电机转子、3套定子线圈,承担左岸全部14台机组的发电机上机架、下机架、定子机座制造任务。
右岸东电制造的15-18号机组和地下27-28号机组为水冷70万千瓦机组;哈电制造的23-26号机组和地下31-32号机组为全空冷机组。两种机组的设计理念、制造结构和安装工艺迥然不同。
自2003年7月10日1时31分,三峡左岸2号机组并网发电起,至2009年9月27日,三峡电站已经累计发电超过3500亿千瓦时。以平均上网电价0.25元/千瓦时计算,价值875亿元,相当于三峡工程1800亿元总投资的49%。
 三峡右岸电站26号机组于2007年7月10日并网发电,采用定子线棒空冷技术,是哈电集团生产的国内首台具有自主知识产权的70万千瓦级水电机组。红灯亮代表机组正在运行。
三峡右岸电站26号机组于2007年7月10日并网发电,采用定子线棒空冷技术,是哈电集团生产的国内首台具有自主知识产权的70万千瓦级水电机组。红灯亮代表机组正在运行。
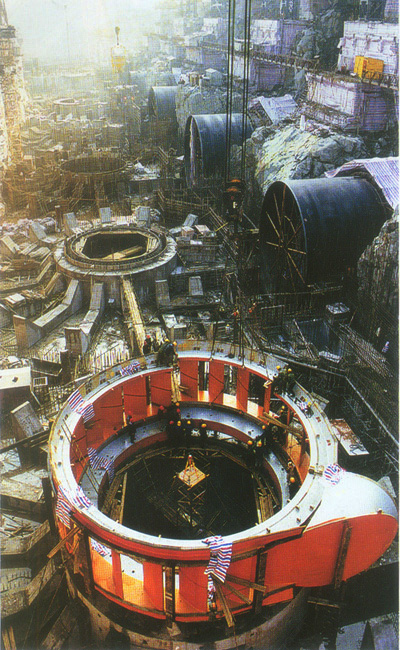

三峡左岸1号机组座环安装和水轮机主轴吊装。座环外侧安装蜗壳,右侧是大坝压力引水钢管。
水轮机蜗壳由高强度钢板卷制,与大坝压力引水钢管相连接。
 焊接后的蜗壳用混凝土浇筑在发电厂房地下。
焊接后的蜗壳用混凝土浇筑在发电厂房地下。
 完成机坑混凝土浇筑后,开始安装发电机定子机座。
完成机坑混凝土浇筑后,开始安装发电机定子机座。
发电机定子机座外径达21.4米,在工厂制造完成后,分数瓣运�

